
Hirdetés
-


Meggyőző arcjátékkal reagál a kínai humanoid robot
it A kínai Ex-Robots hiperrealisztikus humanoid robotjai meggyőző arckifejezésekkel dolgoznak, a pszichoterápiában és az egészségügyben is bevethetik ezeket.
-


Spyra: nagynyomású, akkus, automata vízipuska
lo Type-C port, egy töltéssel 2200 lövés, több, mint 2 kg-os súly, automata víz felszívás... Start the epic! :)
-


Végre pontos megjelenési dátumot kapott a Visions of Mana
gp A készítők tisztázták azt is, hogy PlayStation 4-re megjelenik-e a végső kiadás.






-

PROHARDVER!
Sziasztok kedves otthon barkácsolók!
A közelmúltban felmerült ötletek, reakciók alapján úgy éreztem, itt az ideje egy topik összefoglaló készítésének. Ugyanakkor a nyitó hozzászólás erre tökéletesen megfelel, így ezek után következzenek a topiknyitó fórumtársunk szavai:

Új hozzászólás Aktív témák
-

imibogyo
veterán
válasz
 Barret001
#62959
üzenetére
Barret001
#62959
üzenetére
Szóval ha jól értem a legfontosabb rész a szövegedből az "ami pontosan követi a főorsó irányát". Vagyis ehhez is ugyanúgy egy pontos gép kell és pontosan befogott anyag, különben nem jelentkezik a fúrási szög korrigálás képessége.
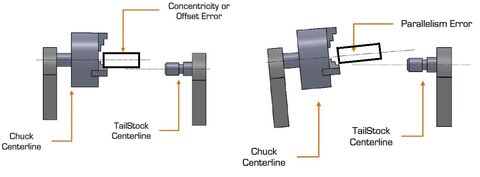
Vagyis ha nem tökéletes az anyagbefogás a főorsó tengelyére, ami lássuk be órázás nélkül könnyen előfordul akár csak minimális eltéréssel is, ott ugyanúgy nem fog futni a furat tengelye az anyag befogás szerinti hosszanti (Z) középponti tengelyével. Vagyis helyes lesz a furat a főorsót tekintve, de helytelen lesz a furat az anyag középponti tengelyét tekintve. És persze még lehet helyes a főorsó és az anyag tengelyének futása, ha esetleg maga a főorsó középponti (Z) tengelye nem esik egybe a szegnyereg középponti tengelyével, akár szögeltéréssel, akár párhuzamos eltolódás által (lásd alant a képet).
Az anyag középponti tengelyének természetesen nem kell hogy egybeessen a másik kettővel (excenteres megmunkálás) bár legtöbbször ez az igaz esztergálásnál, de párhuzamosnak kell lennie azokkal. Viszont a másik kettő tengelynek egybe kell esnie egy normálisan beállított esztergán.
Összegezve:
1) Ha a fúrás (szegnyereg (Z) középponti) tengelye, valamint a főorsó Z-irányú középponti tengelye egybeesik egy tengelyként jelentkezik és az anyag Z-irányú középponti tengelye ezekkel párhuzamos, na akkor lesz tökéletesen középpontos/párhuzamos a furat a fúrás irányának (szegnyereg) középponti tengelyhez képest (ami ugye lehet excenteres megmunkálás).
2) Ha pedig ez a 3 tengely mind teljesen egybeesik, na akkor lesz mindenhez viszonyítva középpontos és "helyes" a fúrás/furat, beleértve az anyagot is (forgásszimmetrikus megmunkálást feltételezve).Jól összegeztem?
[ Szerkesztve ]



 Pete55555
Pete55555